これはSCOTTのカーボンバイクの物語です。カーボンはハイパフォーマンスバイクの為の最高素材です。
しかし、そのカーボンもエンジニアリング無しでは何の役にも立ちません。
全てのプラットフォームやディティールはあらゆる戦略的プランにより検討された結果、生み出されました。
SCOTTのカーボンフレーム1本には、実は400ピース程のカーボンクロスが採用されています。
カーボンは、編み方ひとつでも全く違うものになります。そこで、スコットは他社に無い5つの角度に編み込む方法を開発し取り入れています。
CARBON EXPERTSのエンジニアにより異なる強度の繊維をブレンドし、いくつもの積層されたカーボンクロスをそれぞれのバイク特性に合わせて自在に組み上げた末に1本のフレーム形状となります。
そして、さらにSCOTTが独自に開発した技術であるIMP(総合モールド工程)で形成される事で、SCOTTのより強く美しいバイクが完成します。

選手が使用するバイクのシートステーに付いている「TTC」ロゴは2005年に設立されたカーボンフレームのファクトリーである Ten-Tech-Composit 社を表しています。
SCOTTカーボンフレームの多くは、TTCで生産されています。
TTCは常に最先端のカーボン素材を生み出す東レ社と、共同技術開発を行うSCOTTのエンジニアリング、そしてカーボン成型技術のエキスパートである台湾企業が集結して設立された合弁会社です。
TTCは常に最先端のカーボン素材を生み出す東レ社と、共同技術開発を行うSCOTTのエンジニアリング、そしてカーボン成型技術のエキスパートである台湾企業が集結して設立された合弁会社です。
このファクトリーは、SCOTT製品のみ製造される完全にクローズドされた環境として誕生しました。
その後、まさに門外不出のエンジニア達の技術の結晶として成長し、SCOTTのカーボンフレームを先進の技術と厳格な品質管理のもと開発・生産しています。
現在ではSCOTT 専従の関係は終了し、その技術力の高さを求めた、いくつかのブランドの限られたトップグレードフレームも生産していて、その技術は、業界に広く認められています。

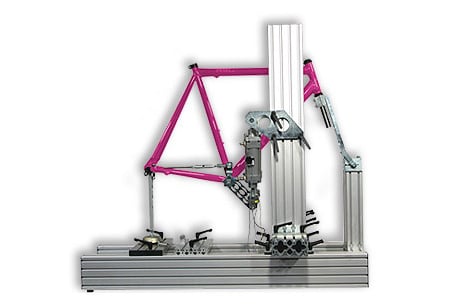
SCOTT製の全てのカーボンフレーム、アルミフレーム及びフォークは、世界一厳しいとも言われる検査基準を持ち、信頼を得ているドイツの自転車工業試験・検査機関 EFBe ( エフベ 正式名称=EFBe Prueftechnik GmbH )の基準をクリアしています。
この EFBe では、自転車の強度試験、金属疲労度試験、構造試験、走行試験を行っています。
この EFBe では、自転車の強度試験、金属疲労度試験、構造試験、走行試験を行っています。
EFBe の認定には、3段階( TOP / HIGH / STANDARD )がありますが、スコットのロードとマウンテンバイクは、全て TOP Performance 、その他のカテゴリーバイクに於いても全て HIGH Performance 以上をクリアーしています。
日本では工業規格と言うと SG マークが有りますが、ドイツの TUV , DIN はさらに厳しい使用条件が課される事で知られています。 EFBe はそれよりもさらに厳しい検査をされる世界で最も厳しい自転車の検査機関です。
日本では工業規格と言うと SG マークが有りますが、ドイツの TUV , DIN はさらに厳しい使用条件が課される事で知られています。 EFBe はそれよりもさらに厳しい検査をされる世界で最も厳しい自転車の検査機関です。



SCOTTの持つ3つのカーボンタイプをご紹介します。
ただ軽いだけでは無く、それぞれのバイクに特性合わせたカーボンの採用を行っています。
そして全てにおいてライダーの体重110Kgまで対応し、高いパフォーマンスを提供致します。
そして全てにおいてライダーの体重110Kgまで対応し、高いパフォーマンスを提供致します。
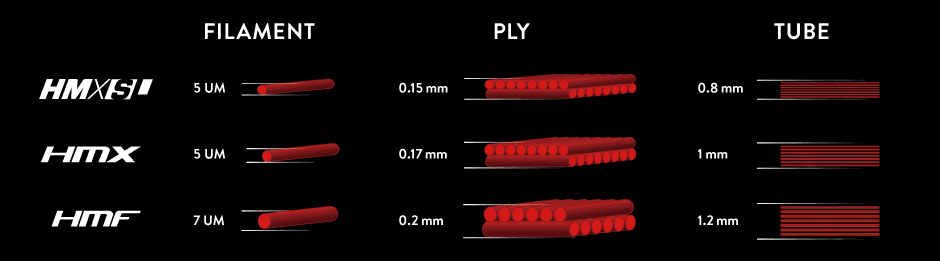
MXフィラメントはHMFカーボンに比べ剛性が高く、直径も小さくなっています。よってHMXフレームは同様のHMFフレームと同じ剛性を得る際、より薄く作る事が可能になります。
そしてHMXとHMFの主な違いは重量です。
HMFフレームに比べ、HMXフレームは14%軽く仕上がっています。
そしてHMXとHMFの主な違いは重量です。
HMFフレームに比べ、HMXフレームは14%軽く仕上がっています。
カーボンレイアップの解析に使用されるFEA(有限要素解析)ソフトウェアといった特定のツールを集中的に使用し、史上最先端のカーボンファイバーの中から選ばれます。これにより私達は複雑な製品の完全なバーチャルプロトタイプの作成が可能になり、そこには現実の世界に存在する全ての物理現象も組み込まれています。
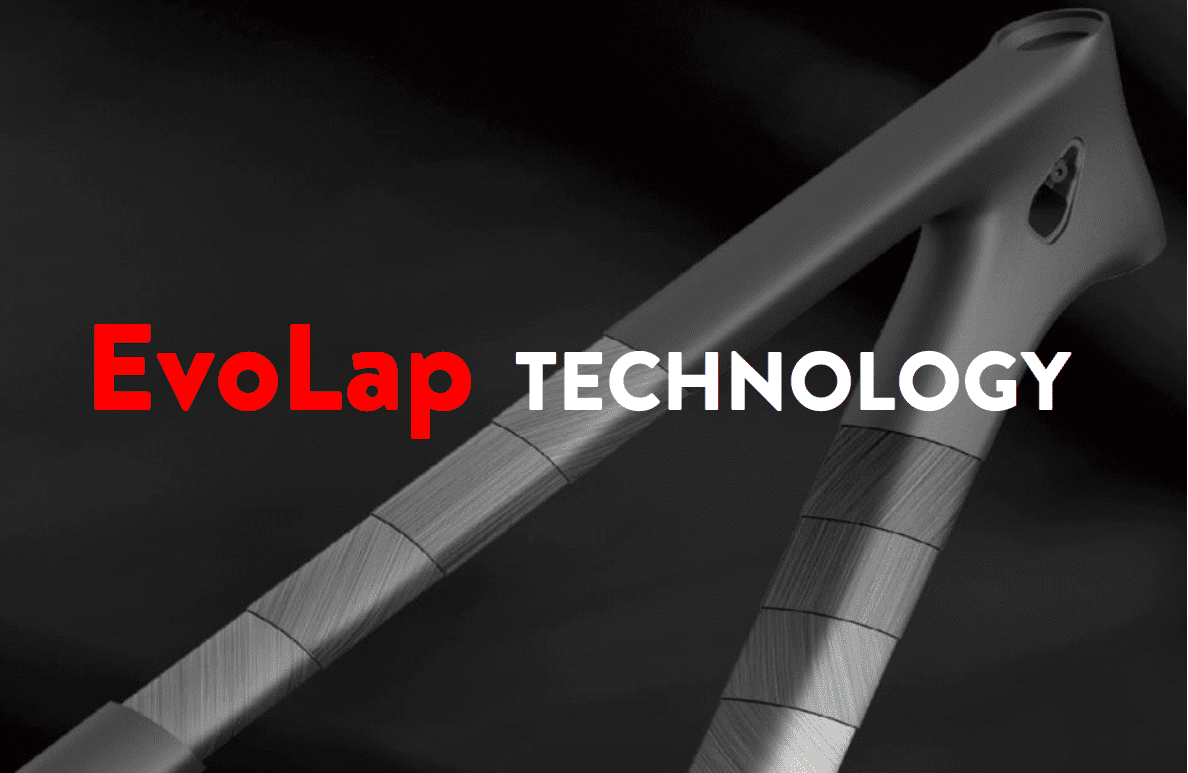
私達独自のEvoLapテクノロジーによりバーチャルのフレーム模型に異なる力を加えたシミュレーションが行え、その結果に従ってフレーム構造を調整しています。バーチャルでフレームをテストする事で、実際にプロトタイプを作成してシミュレーションを行うのが不可能な量の異なるファイバーの適応性の実験が可能になりました。
私達独自のEvoLapテクノロジーによりバーチャルのフレーム模型に異なる力を加えたシミュレーションが行え、その結果に従ってフレーム構造を調整しています。バーチャルでフレームをテストする事で、実際にプロトタイプを作成してシミュレーションを行うのが不可能な量の異なるファイバーの適応性の実験が可能になりました。
AEAEAEAEAEAEAEAEAEAEAEAE
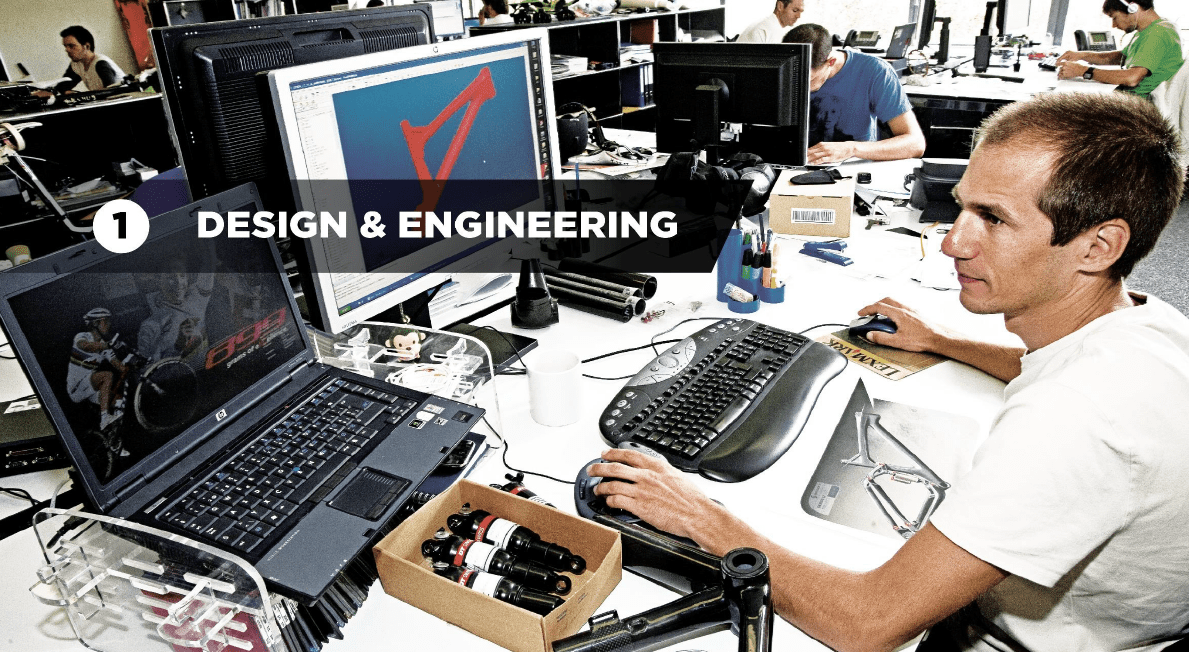
①デザイン&エンジニアリング
SCOTTは全てのカテゴリーにおいて最高のバイクを作ります。エンジニアリングはとても重要で、最高のパフォーマンス基準と機能重視のデザインを実現するためにはカーボンがあらゆる点においても最適化されていなければなりません。この粗雑で黒光りする繊維が正しく使われた時、目的に合った独自の質の高い構造が得られるのです。これがSCOTTの特長的な“感覚”を得る方法です。
SCOTTは全てのカテゴリーにおいて最高のバイクを作ります。エンジニアリングはとても重要で、最高のパフォーマンス基準と機能重視のデザインを実現するためにはカーボンがあらゆる点においても最適化されていなければなりません。この粗雑で黒光りする繊維が正しく使われた時、目的に合った独自の質の高い構造が得られるのです。これがSCOTTの特長的な“感覚”を得る方法です。
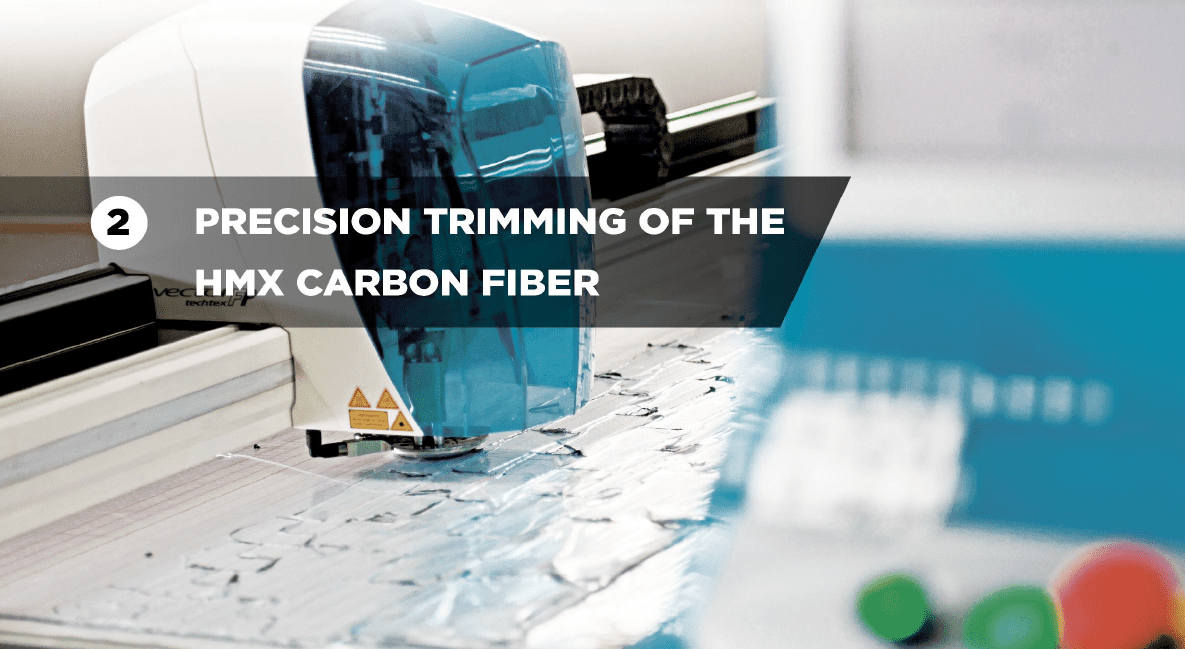
②HMXカーボンファイバーの精密なトリミング
上質なレイアップのカギとなるのはレーザーカットされた形状です。シートの材料を余すことなく使用する為、細心の注意が払われます。HMX-SLやHigh Modulus Xtreme SuperLightはSCOTTのエンジニア達が開発した独特に組み合わされた高弾性繊維で、“一般的”なHMFと比べとても高価です。材料の“偏り”や繊維方向は軽量構造で作る際にとても重要な要因なのです。そして製品の一貫性と特長的な“感覚”を保つ為、0°、20°、45°と厚みを厳しく監視しています。カーボンエキスパートとは、最初から最後までの高い品質基準を意味します
上質なレイアップのカギとなるのはレーザーカットされた形状です。シートの材料を余すことなく使用する為、細心の注意が払われます。HMX-SLやHigh Modulus Xtreme SuperLightはSCOTTのエンジニア達が開発した独特に組み合わされた高弾性繊維で、“一般的”なHMFと比べとても高価です。材料の“偏り”や繊維方向は軽量構造で作る際にとても重要な要因なのです。そして製品の一貫性と特長的な“感覚”を保つ為、0°、20°、45°と厚みを厳しく監視しています。カーボンエキスパートとは、最初から最後までの高い品質基準を意味します
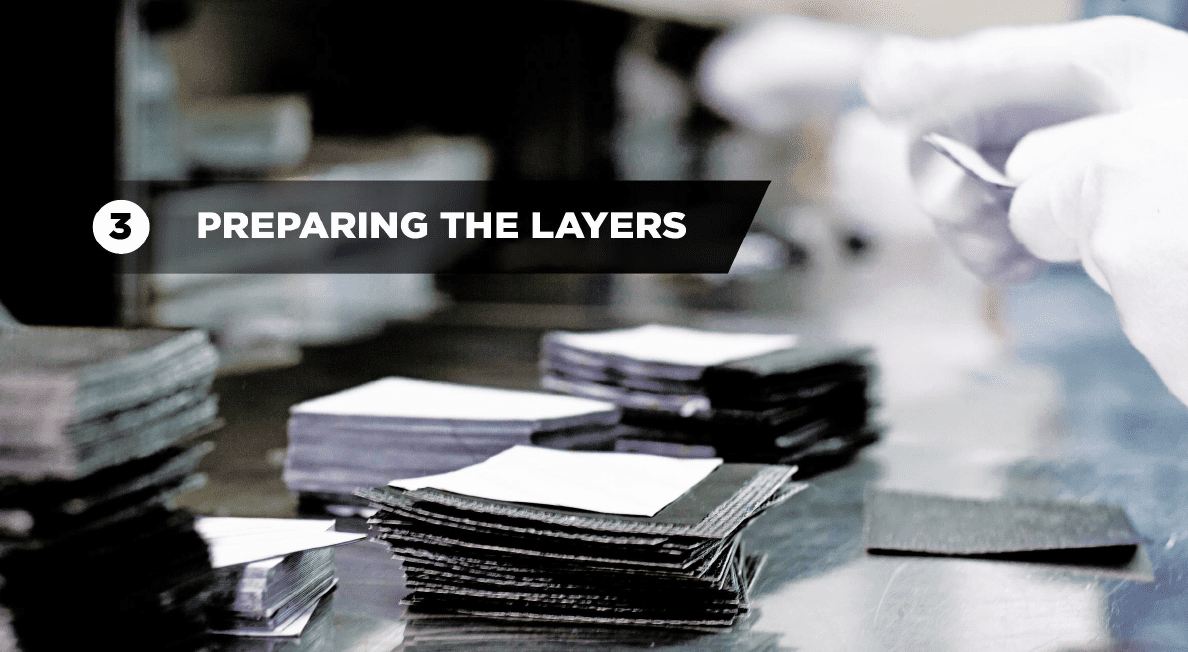
③レイヤーの準備
ここには1つのフレームを組み立てるのに必要な20を超える事前に準備された全てのサイズの部品があります。精密な反復こそが成功のカギです。エキスパートの準備なくしてはこの品質は守れません。SCOTTのエンジニア達は準備工程にも誇りを持って取り組んでいます。
ここには1つのフレームを組み立てるのに必要な20を超える事前に準備された全てのサイズの部品があります。精密な反復こそが成功のカギです。エキスパートの準備なくしてはこの品質は守れません。SCOTTのエンジニア達は準備工程にも誇りを持って取り組んでいます。

④IMP‐予備成形
IMP(統合モールド工程)はSCOTTのエンジニア達によって開発されました、1つのステップで複数のチューブを作成しつつ、レイヤーも完全に管理されています。カーボンが完全に最適化される事により、軽量構造が可能となりました。IMPの形状は綿密に作られ、フレームの接合部分に起こる使用時の負荷をコントロールします。この工程で重要な原材料へのプレテンションは必ず手作業で行われ、材料の最適化の一過程になります。そしてカーボンの引っ張り強度が最大限まで高められるのです。
IMP(統合モールド工程)はSCOTTのエンジニア達によって開発されました、1つのステップで複数のチューブを作成しつつ、レイヤーも完全に管理されています。カーボンが完全に最適化される事により、軽量構造が可能となりました。IMPの形状は綿密に作られ、フレームの接合部分に起こる使用時の負荷をコントロールします。この工程で重要な原材料へのプレテンションは必ず手作業で行われ、材料の最適化の一過程になります。そしてカーボンの引っ張り強度が最大限まで高められるのです。
()()()()()()()()()()()()
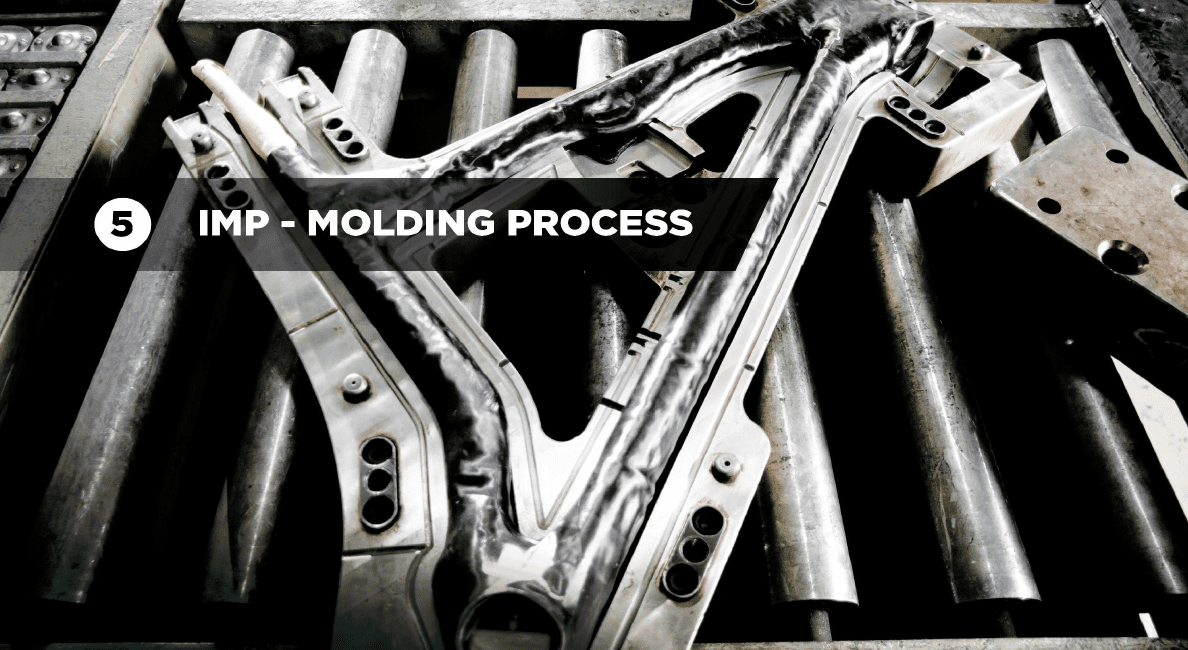
⑤IMP‐成型工程
成型工程でレイヤーが硬化している間圧縮されます。これにより質の高い構造と更なる最適化が施されたHMXファイバーに完全性が加わるのです。この独自のIMPは私たちの20年を超えるフレーム材料としてのカーボンへの深い関わりの賜物です。私たちはカーボン溶接を考案し、そのプロセスは自転車 業界で幅広く使われていますが、IMPの専門技術は企業秘密として守られ、そのおかげでカーボンフレーム製造において業界トップの座に居続けています。
成型工程でレイヤーが硬化している間圧縮されます。これにより質の高い構造と更なる最適化が施されたHMXファイバーに完全性が加わるのです。この独自のIMPは私たちの20年を超えるフレーム材料としてのカーボンへの深い関わりの賜物です。私たちはカーボン溶接を考案し、そのプロセスは自転車 業界で幅広く使われていますが、IMPの専門技術は企業秘密として守られ、そのおかげでカーボンフレーム製造において業界トップの座に居続けています。

⑥機械加工
正確に最終製品を組み立てる為、フレームの公差を超えた部分は再度調整されます。
正確に最終製品を組み立てる為、フレームの公差を超えた部分は再度調整されます。
⑥、⑥、⑥、⑥、⑥、⑥、
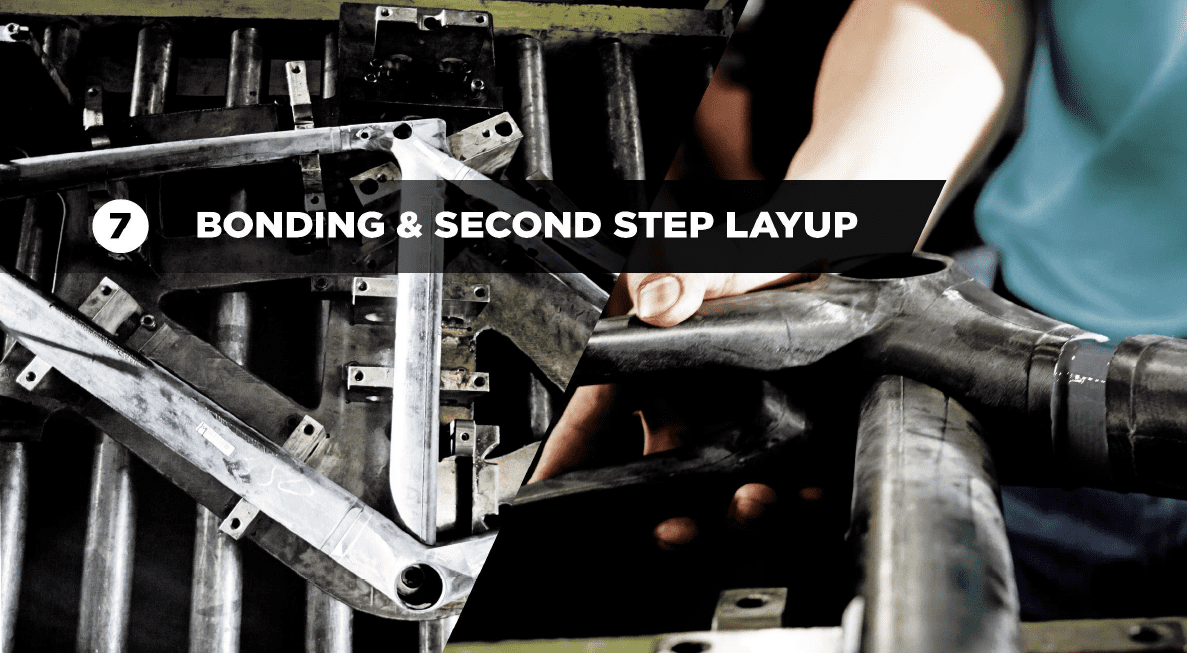
⑦結合とレイアップの第2ステップ
事前に作成された様々な胴体パーツの組み立て工程は複雑なパズルを完成させる様なもので、高品質の製品を作り続ける為の注意力と精密性が不可欠なのです。これがSCOTTのフレーム作成の最終工程です。
事前に作成された様々な胴体パーツの組み立て工程は複雑なパズルを完成させる様なもので、高品質の製品を作り続ける為の注意力と精密性が不可欠なのです。これがSCOTTのフレーム作成の最終工程です。
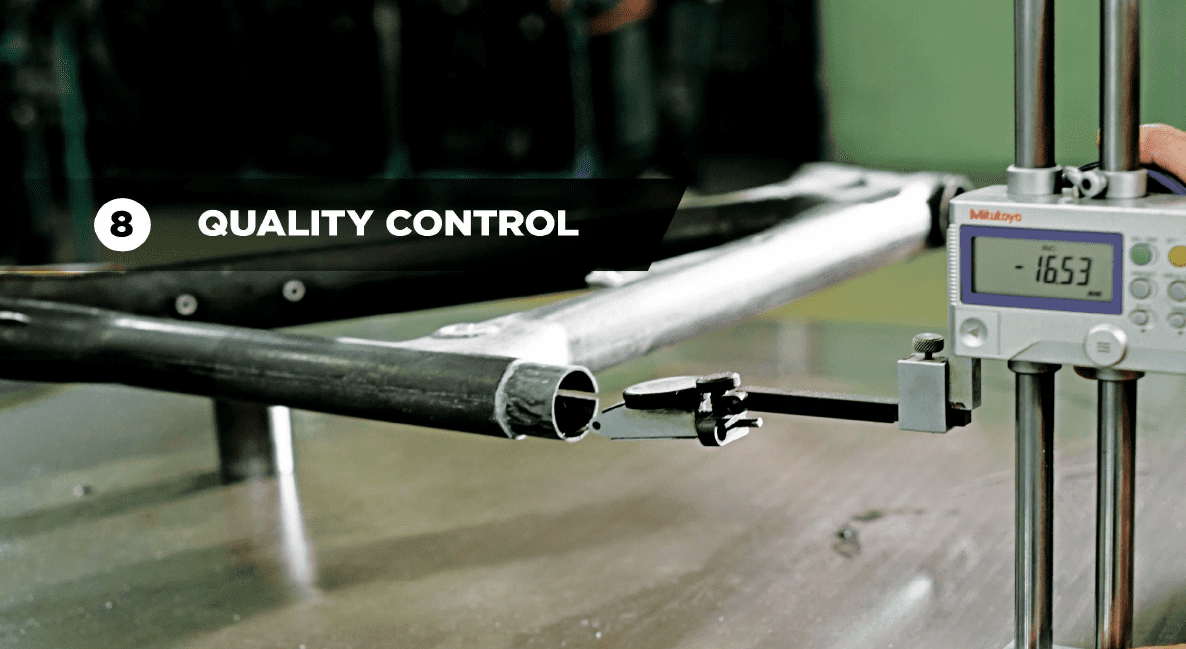
⑧品質管理
SCOTTのエンジニア達は高いレベルの品質管理をし続けています。破壊試験は一定 の間隔で生産工程中に行われます。シリアルナンバーにより誰がフレーム作成に携わったかが特定でき、更にそのフレームが製造された日付も分かるのです。品質管理により、製造時における一定レベルの品質を保証します。
SCOTTのエンジニア達は高いレベルの品質管理をし続けています。破壊試験は一定 の間隔で生産工程中に行われます。シリアルナンバーにより誰がフレーム作成に携わったかが特定でき、更にそのフレームが製造された日付も分かるのです。品質管理により、製造時における一定レベルの品質を保証します。
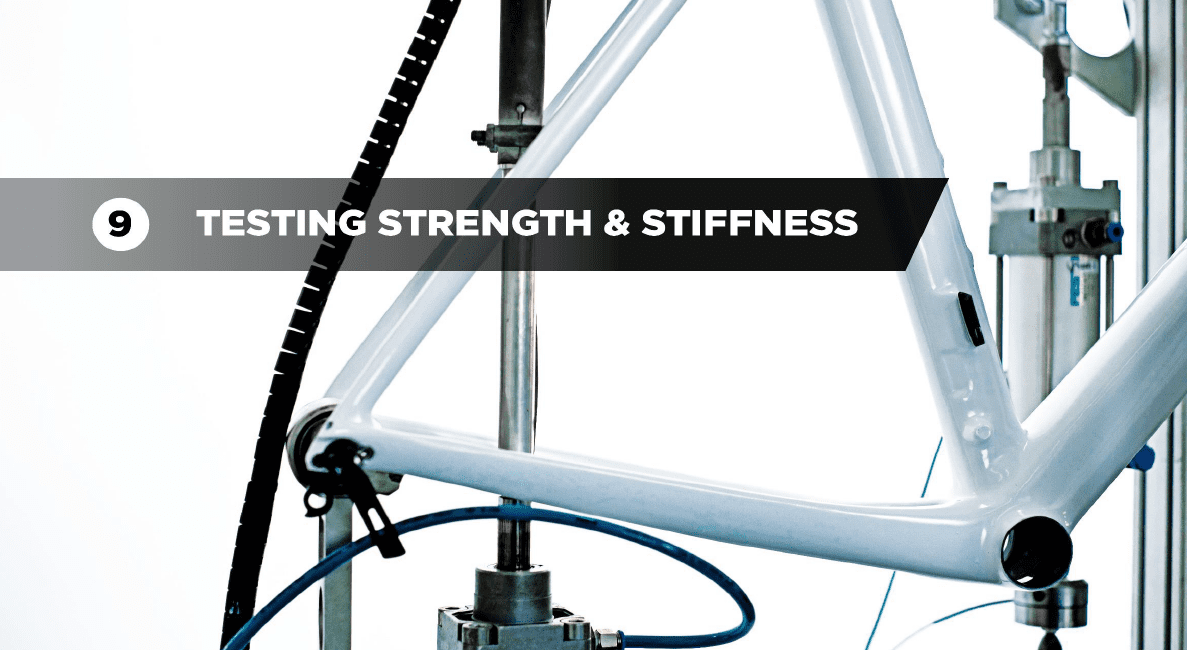
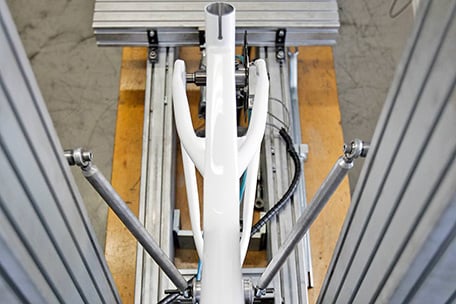
⑨強度・剛性テスト
フレームは品質管理工程でいくつもの厳しいテストを受けます。疲労試験は完成品の長期耐久性を評価する為に行われています。フレームが耐えなければいけないベースラインは人間が構造に課すことの出来る量の20倍以上。私たちが生産する全てのフレームは自転車工学から最高の評価を受けている独立したテストラボにより、安全性と耐久性を調べられています。
フレームは品質管理工程でいくつもの厳しいテストを受けます。疲労試験は完成品の長期耐久性を評価する為に行われています。フレームが耐えなければいけないベースラインは人間が構造に課すことの出来る量の20倍以上。私たちが生産する全てのフレームは自転車工学から最高の評価を受けている独立したテストラボにより、安全性と耐久性を調べられています。

⑩マスキングとペイント
素晴らしいフレームにはそれに見合うだけのカラーとデザインが施されるべきです。SCOTTのカッコいいバイクの為に、高品質のエナメルと魅力的なデザインを選んでいます。
素晴らしいフレームにはそれに見合うだけのカラーとデザインが施されるべきです。SCOTTのカッコいいバイクの為に、高品質のエナメルと魅力的なデザインを選んでいます。

⑪ステッカーとクリアコート仕上げ
全てのステッカーは手で貼られ、耐久性のあるクリアコートが仕上げに施されます。
全てのステッカーは手で貼られ、耐久性のあるクリアコートが仕上げに施されます。
⑪、⑪、⑪、⑪、⑪、⑪、

⑫品質管理と発送
全てのSCOTTフレームにはシリアルナンバーがあり、品質管理者たちが全ての製品をそれぞれの手順での追跡を可能にしています。
全てのSCOTTフレームにはシリアルナンバーがあり、品質管理者たちが全ての製品をそれぞれの手順での追跡を可能にしています。

1989
SCOTTは自転車の歴史に大きな影響を与えた画期的な製品‐エアロダイナミックハンドルバーを生み出しました。
このハンドルバーはこの年のツールドフランスでアメリカ人のグレッグ・レモンが使用したことで有名になりました。

1991
SCOTTはUnishockと共にMTBサスペンション生産に参入し、アメリカ人のルーシー・マティスが同年Unishocksを使用しMTB世界選手権で勝利しました。93年にはカーボン製が発売されました。

1993
プロトタイプのSCOTT DH‐フルカーボンモノコック、フルサスペンションMTBに乗り、ヨルゲン・スプリッチがヨーロッパDH選手権で勝利。
この画期的な製品の初勝利となりました。

1995
「Endorphin」
SCOTTは自社における初のカーボン製MTBを発表しました。
このハードテールはフルサスペンションフレームの利点を多く搭載しています。ワールドカップやオリンピックにおける数々の勝利と、メディアで紹介された事によりEndorphinの名は伝説となったのです。

1999
カーボン製フルサスペンションバイクがintoxica がデビューしました。
現在ではフリーライドバイクと呼ばれるジャンルの先駆け的な存在です。

2000
世界一軽いフルサスペンションバイクを発表。
SCOTTの新作カーボンバイクStrikeが当時の記録を次々に打ち破りました。

2003
新しいコンセプトのフルサスペンションバイクGeniusを発表。
ロックアウトモード、トラクションモード、オールトラベルモードと3つのショックアジャストモードを搭載したこのバイクはあまりに画期的でした。
瞬く間に雑誌は新しいGeniusの記事で溢れかえり、スイスのルガノで開催された世界選手権のマラソンイベントでは Genius MCに乗ったトーマス・フリッシュクネヒトが優勝しました。

2005
CARBON FOR RACING
軽量ロードバイク、CR1が発表。
「カーボンフレームは軽いけれど、剛性が無く、ロードレースで一般的に使用するのには向かない」そんな当時の常識を大きく覆す、高い剛性と超軽量を両立したカーボンフレームは、軽量のSCOTT を世界に強く印象付けました。

2006
CR1に使われたSCOTTの専有技術を駆使し、さらにプロトライアスロン選手の意見を取り入れ、エンジニア達は最先端のトライアスロン用フレーム、Plasmaは開発されました。
エアロ形状でトライアスロン仕様のジオメトリー、それでいてフレーム重量980グラムの世界最軽量エアロカーボンフレーム誕生しました。

2007
CR-1に続き発表された Addict は、その当時、最も軽い市販ロードフレームでした。
インテグレーティッドシートポスト(165グラム)を含めてもわずか790グラムしかありません。
発表から数年間、軽量なヒルクライム系ロードバイクの圧倒的なベンチマークとして君臨し、ロードレースでも多くの勝利を生み出しました。

2012
エアロロードの世界を変えた画期的な1台、FOIL を発表。
最もエアロダイナミックなバイク作りのためにCF DESIGN SOFTWEARを導入。膨大なデータより、バーチャル及び実際のライダーと、あらゆる環境に応じるテストを重ね完成した空力マシン「FOIL」シリーズが完成しました。圧倒的な空力バランスと突き抜ける加速感を軽量フレームで実現するテクノロジーで世界のビッグレースで活躍しました。
2014
2代目のADDICT とコンフォートバイクSOLACE を発表。
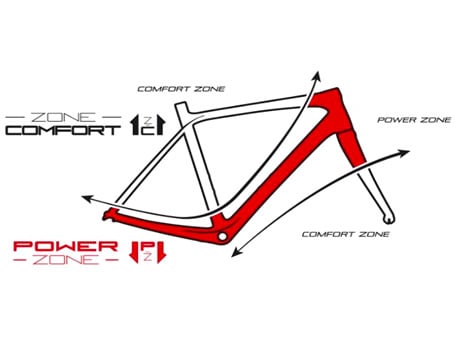
スコットの技術者は二つのユニークな特徴(ZONE)を設定。それが快適性を生むコンフォートZONEと、高い剛性が求められるパワーZONEです。SOLACEはこの考えをもとに設計され高い快適性を実現しました。
ADDICT にも快適性のコンセプトは取り入れられ、軽量で剛性が高く、快適性も高く、エアロ効果にも留意した新しい時代のレースバイクとして、勝利を量産しました。

2016
エアロロードバイクブームの”火付け役” FOILが更なる進化を遂げモデルチェンジされました。
カーボンエキスパートによる最適化されたカーボンレイアップ、フレーム全体で高いエアロダイナミクス実現。
自由自在にカーボン素材を操り、高い剛性と快適性さらには軽量性という相反するものを1台のFOILとして作り上げました。その結果、エアロロードバイクながら悪路のパリ・ルーベを制する実績も獲得しました。

2017
SPARK RC・SCALE RCがモデルチェンジ。
XCコースの高速化、テクニカル化に対応するため、29erをメインに開発されたXC MTBシリーズ。より進化した緻密なカーボンレイアップとジオメトリーを用いて登場したSPARK RC がデビューと同時にニノ・シューターをワールドカップ連勝、世界戦、リオ五輪の勝利へと導きました。

2018
エアロロード FOILにDiscブレーキモデルが登場。
ROADバイクのDiscブレーキ化に於いて、求められるものはブレーキングパワーを受け止めるフレームの強度を含めた全体のバランスが重要です。SCOTTのカーボンエキスパートはDiscブレーキならではの左右剛性バランスを的確に管理し、必要な強度を持たせながら最低限の重量増に抑えてディスク仕様でも軽量なフレームの製造を可能にしました。

2020
軽量ヒルクライム系バイクの ADDICT RC がモデルチェンジ 。
SCOTT の ROAD BIKEでは初の Disc ブレーキ専用モデルとして開発され、新たなカーボン製造技術と、使用する素材をHMX、HMX-SLのみに限定したことで軽さと剛性、強度を高いレベルで両立しました。ハンドル周りのシフトケーブル、ブレーキホースを完全に内装することで、高いエアロ効果も達成。それでいてブレーキホースを通したままでのステム高の調整などメンテナンス性も確保しました。

2022
世界中のクロスカントリーレースを圧倒的な強さで制しているSCOTT。独自のカーボン成型を最新の 技術で行い、過去に類を見ない全く新しいクロスカントリーレーシングマシン
「SPARKシリーズ」をリリース。
リアサスペンションをフレーム内に内装化する事に成功し、より低重心かつ操作性の高いモデルとしてマウンテンバイクシーンの圧倒的存在感を示します。
2021年世界選手権では、王者ニノ・シューターによってこのSPARK RCでの優勝を遂げる事にも成功しました。